Casting
“Understanding dental casting and metal fabrication through FAQs: Steps, materials, and applications explained”
The process of casting has been known since ancient times. Casting is the most commonly used method for the fabrication of metal structures (inlays, crowns, partial denture frames, etc.) outside the mouth.
A pattern of the structure is first made in wax. This is then surrounded by investment material.
- After the investment hardens, the wax is removed (burnt out) leaving a space or mold.
- The molten alloy is forced into this mold. The resulting structure is an accurate duplication of the original wax pattern.
- However, casting is not the only way of fabricating restorations and prostheses in dentistry.
Read And Learn More: Basic Dental Materials Notes
Metal Restorations In Dentistry
There are many ways of fabricating metallic restoration in dentistry.
- Direct restorations (for example direct filing gold and amalgam)
- Casting (for example cast crowns, posts, inlays, partial denture frames, etc.)
- Foil adaptation and sintering (for example CAPTEK crowns)
- Electroforming
- Machining (subtractive fabrication)
- Prefabricated posts
- CAD/CAM
- Copy milling
- Electrical discharge machining.
- Three-dimensional printing (additive fabrication).
Evolution of the casting process
- Since its discovery, metal casting has played a critical role in the development and advancement of human cultures and civilization.
- The art of casting metal has been known to man since 4000 BC.
- Mesopotamia is generally accepted as the birthplace of castings.
- The first metal to be cast was copper because of its low melting point.
Furnaces
- The earliest furnaces were simple and easy to operate, with beeswax used for patterns and bellows for blowing air into the furnace.
- In the Iron Age probably ceramic ovens were used to melt the metals.
- Crucible and later flame ovens were available for the melting of copper, tin, and lead alloys.
“How do dental casting and metal fabrication enhance restorative dentistry? FAQ answered”
Molds
Different types of molds made from sand, stone, limestone, and sun-baked clay were known from early times.
Patterns
- The lost form technique was also prevalently used from the early times.
- The first patterns of casting were made probably 4000 years in Mesopotamia from beeswax.
- The oldest known examples of the lost-wax technique are the objects discovered in the Cave of the Treasure (Nahal Mishmar) hoard in southern Israel, which belong to the Chalcolithic period (4500–3500 BCE).
- The lost-wax method is well documented in ancient Indian literary sources.
- The Shilpa shastras, a text from the Gupta Period (c. 320-550 CE), contains detailed information about casting images in metal.

- 9000 BCE – Earliest metal objects of wrought native copper Near East
- 5000–3000 – BCE –Chalcolithic period: melting of copper; experimentation with smelting in the Near East
- 3000–1500 BCE – Bronze Age: Copper and tin bronze alloys—Near East and India
- 2400–2200 BCE – The copper statue of Pharoah Pepi I Egypt
- 2000 BCE – Bronze Age Far East
- 1500 BCE – Iron Age (wrought iron) Ganga Valley, India
- 1100 BCE – Discovery of wrought steel 11th century BCE
- 600 BCE – Iron cast in China
- 500 CE – Steel casting in India
- 400 CE – Zinc extraction in India. The distillation technique was developed in 1200 CE in India (Zawar, Rajasthan.)
“Importance of studying dental casting and metal fabrication for dental professionals: Questions explained”

CASTING
- Many dental restorations are made by casting, for example, inlays, crowns, removable partial denture frameworks, etc.
- Casting can be defined as the act of forming an object in a mold (GPT-8). The object formed is also referred to as a casting’.
Steps In Making A Small Cast Restoration
Casting is a complex process involving a number of steps and equipment.
- A restoration having a perfect fi is possible only if we have a good understanding of the techniques and materials used in casting.
- Given below are the series of steps involved in the fabrication of a simple full metal crown.
- Tooth/teeth preparation
- Impression
- Die preparation
- Wax pattern fabrication
- Attachment of sprue former
- Ring liner placement
- Assembly of casting ring
- Investing
- Burnout or wax elimination
- Casting
- Sandblasting and recovery
- Finishing and polishing.
The procedures vary slightly depending on the type of restoration. Construction of larger structures like a removable partial denture frame involves additional steps like duplication.
Tooth or Teeth Preparation
The teeth are prepared by the dentist to receive a cast restoration. Care is taken to avoid undercuts in the preparation that may prevent seating. An accurate impression of the tooth/ teeth is made, usually with elastomers.
Die Preparation
A die is prepared from die stone or a suitable die material or the impression is electroformed.
“Common challenges in mastering dental casting and metal fabrication effectively: FAQs provided”
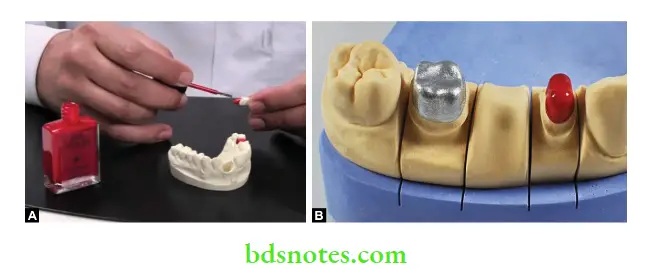
- (A) Application of die spacer.
- (B) Close-up view of the spacer-coated die.
Die Spacer
A die spacer is coated or painted over the die which provides space for the luting cement.
The relief provided also improves the seating of the casting.
Wax Pattern
A pattern of the final restoration is made with type II inlay wax or other casting waxes with all precautions to avoid distortion.
Before making the pattern, a die lubricant is applied to help separate the wax pattern from the die.

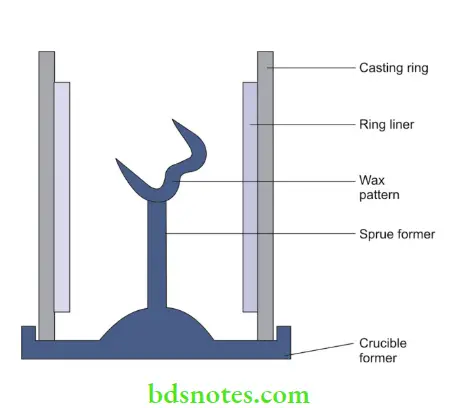
Sprue Former
A sprue former is made of wax, plastic, or metal. The thickness is in proportion to the wax pattern.
- A reservoir is attached to the sprue or the attachment of the sprue to the wax pattern is flared.
- The length of the sprue is adjusted so that the wax pattern is approximately 1/4” from the other end of the ring.
“Why are dental casting and metal fabrication critical for modern dentistry? Answered”
Functions Of Sprue Former/Sprue
- To form a mount for the wax pattern.
- To create a channel for the elimination of wax during burnout.
- Forms a channel for entry of molten alloy during casting.
- Provides a reservoir of molten metal that compensates for alloy shrinkage during solidification.
Casting Ring Lining
A ring liner is placed inside of the casting ring. It should be short at one end. Earlier asbestos liners were used. Its use has been discontinued due to health hazards from breathing its dust.
Types Of Nonasbestos Ring Liners
- Fibrous ceramic aluminous silicate
- Cellulose (paper)
- Ceramic-cellulose combination
Functions Of The Ring Liner
- Allows for mold expansion (cushion effect).
- When the ring is transferred from the furnace to the casting machine it reduces heat loss as it is a thermal insulator.
- Permits easy removal of the investment after casting.
Investing
Apply a wetting agent (to reduce air bubbles) on the wax pattern.
Seat the casting ring into the crucible former taking care that it is located near the center of the ring.
- Mix the investment (in a vacuum mixer, and vibrate.
- Some investment is applied to the wax pattern with a brush to reduce trapping air bubbles.
- The ring is reseated on the crucible former placed on the vibrator and gradually filed with the remaining investment mix. It is allowed to be set for 1 hour.

“Factors influencing success with dental casting and metal fabrication: Q&A”
Wax Elimination (Burnout) And Thermal Expansion
The purpose of burnout is
- To eliminate the wax (pattern) from the mold.
- To expand the mold (thermal expansion).
- The crucible former is separated from the ring.
- If a metallic sprue former is used, it should be removed before burnout.
- Burnout is started when the mold is wet. If burnout has to be delayed the mold is stored in a humidor.
- The heating should be gradual. Rapid heating produces steam which causes the walls of the mold cavity to fake.
- In extreme cases, an explosion may occur. Rapid heating can also cause cracks in the investment due to uneven expansion.
- It is very important to follow the investment manufacturer’s technique regarding time and temperature for burnout and expansion.
Two-stage burnout and expansion technique
This technique may be used for wax but is particularly indicated if the patterns or sprue formers contain plastic.
- The ring is placed in a burnout furnace and heated gradually to 400 °C in 20 minutes.
- Maintain it for 30 minutes.
- Over the next 30 minutes, the temperature is raised to 700 °C and maintained for a further 30 minutes.

Single-stage burnout and expansion (Rapid technique)
- This technique is followed only if patterns and sprues are wax
- Place molds directly into a preheated oven at 700–850 °C (if a higher temperature is warranted, place mold in preheated oven at 370 °C and then raise to final temperature).
- Hold for 30–40 minutes and cast.
The casting should be completed as soon as the ring is ready. If casting is delayed the ring cools and the investment contracts. The crown becomes smaller.
Casting-Process And Equipment
It is the process by which molten alloy is forced into the heated investment mold.
Casting Machines
Based on the method of casting the machines are
- Centrifugal force type
- Air pressure type
- Centrifugal machines may be spring-driven or motor-driven.
- The main advantage of centrifugal machines is the simplicity of design and operation, with the opportunity to cast both large and small castings on the same machine.

“Steps to explain dental casting procedures: Lost-wax technique vs direct metal casting: Q&A guide”
- In the air pressure type of machine, either compressed air or gases like carbon dioxide or nitrogen can be used to force the molten metal into the mold.
- This type of machine is satisfactory for making small castings.
- This machine does not have vibration and high noise levels owing to the pressure casting and water cooling method.
- Some systems use argon gas to protect the alloy from oxidation (especially useful for melting titanium.
- Attached vacuum system Casting machines (both centrifugal and gas pressure type) with attached vacuum systems are available.
- The vacuum creates a negative pressure within the mold, which helps to draw the alloy into the mold.
Casting machines can also be grouped based on the heating system employed
- Torch melted
- Induction melted
- Arc melted.
Numerous combinations of these principles are employed in different machines.

Torch melting
The fuel used is a combination of
- Natural or artificial gas and air, or
- Oxygen and acetylene gas (high fusion alloys).
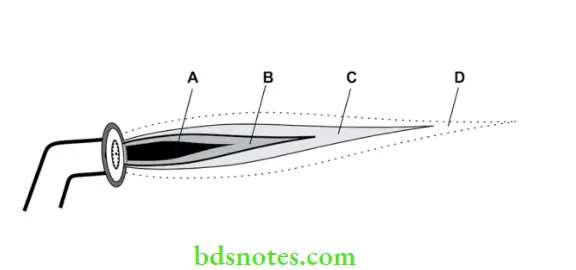
“Role of wax pattern creation in precise restorations: Questions answered”
- (A) Mixing zone.
- (B) Combustion zone.
- (C) Reducing zone.
- (D) Oxidizing zone.
The flame has four zones
- Mixing zone Air and gas are mixed here. No heat is present. It is dark in color.
- Combustion zone This surrounds the inner zone. It is green in color. It is a zone of partial combustion and has an oxidizing nature.
- Reducing zone It is a blue zone just beyond the green zone. It is the hottest part of the flame. This zone is used for the fusion of the casting alloy.
- Oxidizing zone Outermost zone in which final combustion between the gas and surrounding air occurs. This zone is not used for fusion.
The air and gas mixture is adjusted to get a reducing flame, which is used to melt the alloy. A reducing flame is preferred as it does not contaminate the alloy and is the hottest part of the flame.
Induction melting
- Heating through induction is a common method of melting dental alloys today.
- Induction heating is the process of heating an electrically conducting object (usually a metal) by electromagnetic induction, where eddy currents are generated within the metal and resistance leads to Joule heating of the metal.
- An induction heater consists of an electromagnet, through which a high-frequency alternating current (AC) is passed.
- Induction melting is useful for melting high-fusing alloys like metal-ceramic and base metal alloys.

Arc melting
- Alloys may also be melted by a process known as arc melting.
- Arc melting is used to melt industrial alloys like steel.
- Direct current is passed between two electrodes—a tungsten electrode and the alloy.
- Arc melting produces very high temperatures and is used to melt high-fusion metals like titanium.
- Arc melting may be done under a vacuum or in an inert atmosphere like argon.

Crucibles
- The crucible is a heat-resistant container in which the alloy is melted prior to casting.
- Four types of casting crucibles are available.
- These are clay, carbon, quartz, and ceramic. In dentistry, quartz or ceramic crucibles are commonly preferred as some alloys may be sensitive to carbon contamination.
- These include palladium-silver and nickel or cobalt-based alloys.

“How does the investing and burnout process ensure accurate casting? FAQ explained”
Casting
The alloy is melted with a suitable heat source. Flux powder may be sprinkled over the molten metal to reduce the oxides and increase fluidity for casting.
- When the alloy is molten it has a mirror-like appearance and shifts like a ball of mercury.
- The hot casting ring is shifted from the burnout furnace to the casting machine.
- The ring is placed in the casting cradle so that the sprue hole adjoins the crucible.
- The crucible is solid and placed against the ring to avoid spilling of molten metal.
- The arm is released and allowed to rotate.

- This creates a centrifugal force which forces the liquid metal into the mold cavity.
- The arm is allowed to rotate till it comes to rest.
- The ring is allowed to cool for 10 minutes till the glow of the metal disappears.
Quenching
The ring is then immersed in water.
- This leaves the cast metal in an annealed (softened) condition and also helps to fragment the investment.
- Metal-ceramic alloys and base metal alloys are not quenched.
Recovery Of Casting
The investment is removed and the casting is recovered.
- A pneumatic (compressed air-driven) chisel may be used to remove the investment.
- The final bits of investment is removed by sandblasting.
Sandblasting
Sandblasting is the process by which particles of an abrasive (usually aluminum oxide) are projected at high velocity using compressed air in a continuous stream.
The casting is held in a sandblasting machine to clean the remaining investment from its surface.

Pickling
Surface oxides (for example black castings) from the casting are removed by pickling in 50% hydrochloric acid.
- HCl is heated but not boiled with the casting in it (done for gold alloys).
- Pickling is not a routine procedure and is performed only when indicated.
- Care should be exercised when handling strong acids.
Trimming
The sprue is sectioned off with a cutting disc.
The casting is trimmed, shaped, and smoothed with suitable burs or stones.

“Early warning signs of gaps in understanding casting steps: Common questions”
Polishing
Minimum polishing is required if all the procedures from the wax pattern to casting are followed meticulously (see abrasives chapter).
Casting Defects
A casting defect is an irregularity in the metal casting process that is very undesirable.
- Errors in the procedure often result in defective castings.
- The casting in such a case may not fit or may have poor esthetic and mechanical properties.
Types Of Casting Defects
- The casting should be a replica of the pattern created in size, texture, and form.
- Casting failures usually result from a failure to observe proper technique.
- Casting defects are difficult to classify because the causes and effects can often overlap.
The casting defects may be classified as
- Metal excess (nodules, fis, larger castings, etc.)
- Metal deficiency (smaller casting, incomplete casting, porosity, etc.)
- Distortion of the casting
- Chemical contamination of the casting
Trapped bubbles on the mold surface or cracks in the investment usually result in nodules or is on the casting. Trapped air or shrinkage within the metal results in various types of porosity or voids in the metal.
Casting defects may be described as follows
- Casting size mismatch
- Distortion
- Surface roughness
- Nodules
- Fins
- Porosity
- Incomplete casting
- Contaminated casting
Casting Size Mismatch
The restoration should retain its dimensions after casting. Thus the casting may be
- Too small
- Too large
- Casting size problems affect the fi of the restoration.
- Dimension-related problems are usually related to improper technique and a failure to understand the properties of the materials involved in fabricating the restoration.
- Dimensional changes can occur at almost every stage of the restorative process starting with the impression procedure itself.
- Metal inherently shrinks on cooling and should be compensated for by proper matching of the alloy to the investment and technique.
Distortion
Distortion of the casting is usually due to distortion of the wax pattern.
- Some distortion of wax occurs when the investment hardens or due to hygroscopic and setting expansion. It does not cause serious problems.
- Some distortion occurs during manipulation due to the release of stresses.
Wax distortion is minimized by
- Manipulation of wax at high temperature.
- Investing pattern within one hour after finishing.
- If storage is necessary, store in the refrigerator.
Surface Roughness
Surface irregularities can range from surface roughness to larger nodules and fis.
Causes of surface roughness
- Type of investment Phosphate-bonded investments tend to have greater surface roughness when compared to gypsum-bonded investments.
- Composition of the investment Proportion of the quartz and binder influences the surface texture of casting. Coarse silica produces coarse castings.
- The particle size of investment Larger particle size of investment produces coarse castings.
- Improper W-P ratio A higher W-P ratio gives rougher casting.
- Minimized by using the correct W/P ratio and investment of correct particle size.
- Prolonged heating causes the disintegration of the mold cavity.
- Minimize by completing the casting as soon as the ring is heated and ready.
- Overheating of gold alloy has the same effect. It disintegrates the investment.
- Too high or too low casting pressure.
- Minimized by using 15 lbs/sq inch of air pressure or three to four turns of the centrifugal casting machine.
- Foreign body inclusion shows sharp, well-defined deficiencies. The inclusion of flux shows as bright concavities.
Surface Nodules
Nodules on the inner surface of casting can affect the fi of the restoration. They are usually caused by air or gas bubbles trapped on the wax pattern.

“Asymptomatic vs symptomatic effects of ignoring casting principles: Q&A”
Minimized by
- Proper mixing of investment
- Vibration of mix
- Vacuum investing
- Painting of a think layer of investment on the pattern
- Application of wetting agent
FIN
- Fins are narrow raised areas on a casting usually corresponding to a crack in the investment.
- Molten alloy fils and solidifies in these cracks resulting in fis.
- Cracks are usually caused by weak investment or too rapid a heating of the investment.

Minimized by
- Proper water powder ratio for improved strength of an investment.
- Avoid prolonged and rapid heating of the mold. Heat the ring gradually to 700 °C (in at least 1 hour).
- Proper spring so as to prevent the direct impact of the molten metal at an angle of 90º.
- Allow the investment adequate time to set properly. Avoid premature use.
- Careful handling of the mold to prevent it from dropping or impacting.
Porosity
- Porosity may be internal or external. External porosity can cause discoloration of the casting.
- Severe porosity at the tooth restoration interphase can even cause secondary caries.
- Internal porosity weakens the restoration.
Types of porosities
Those caused by solidification shrinkage
- Localized shrinkage porosity
- Suck back porosity (Irregular in shape)
- Microporosities
Those caused by gas
- Pinhole porosity
- Gas inclusions (Usually spherical in shape)
- Subsurface porosity
Those caused by air trapped in the mold (back pressure porosity)
Shrink-spot or localized shrinkage porosity
- These are large irregular voids usually found near the sprue-casting junction.
- It occurs when the cooling sequence is incorrect and the sprue freezes before the rest of the casting.
- During a correct cooling sequence, the sprue should freeze last.
- This allows more molten metal to flow into the mold to compensate for the shrinkage of the casting as it solidifies.
- If the sprue solidifies before the rest of the casting no more molten metal can be supplied from the sprue.
- The subsequent shrinkage produces voids or pits known as shrink-spot porosity.

Avoid by
- Using a sprue of the correct thickness.
- Attach the sprue to the thickest portion of the wax pattern.
- Flaring the sprue at the point of attachment or placing a reservoir close to the wax pattern.
Suck back porosity
- It is a variation of the shrink spot porosity.
- This is an external void usually seen in the inside of a crown opposite the sprue.
- A hot spot is created by the hot metal impinging on the mold wall near the sprue which causes this region to freeze last.
- Since the sprue has already solidified, no more molten material is available and the resulting shrinkage causes a type of shrinkage called suck-back porosity.
- It is avoided by reducing the temperature difference between the mold and the molten alloy.

“Can targeted interventions reduce risks of casting defects? FAQs provided”
- (A) Correct sequence of hardening.
- (B) Suck back porosity caused by an incorrect sequence of solidification.
- (C) Suck back porosity in a casting.
Microporosity
- These are fie irregular voids within the casting.
- It is seen when the casting cools too rapidly.
- Rapid solidification occurs when the mold or casting temperature is too low.
Pinhole porosity
- Many metals dissolve gases when molten.
- Upon solidification, the dissolved gases are expelled causing tiny voids.
- For example, platinum and palladium absorb hydrogen.
- Copper and silver dissolve oxygen.
Gas inclusion porosities
- Gas inclusion porosities are also spherical voids but are larger than the pinhole type.
- They may also be due to dissolved gases but are more likely due to gases carried in or trapped by the molten metal.
- A poorly adjusted blow torch can also occlude gases.
Back pressure porosity
- This is caused by inadequate venting of the mold. Air is trapped in the mold and is unable to escape.
- The sprue pattern length should be adjusted so that there is not more than 1/4” thickness of the investment between the bottom of the casting ring and the wax pattern.
- When the molten metal enters the mold, the air inside is pushed out through the porous investment at the bottom.
- If the bulk of the investment is too great, the escape of air becomes difficult causing increased pressure in the mold.
- The gold will then solidify before the mold is completely filled resulting in a porous casting with rounded short margins.
Avoided by
- Using adequate casting force.
- Use investment of adequate porosity.
- Place a pattern not more than 6 to 8 mm away from the end of the ring.
- Providing vents in large castings.
Casting with gas blow holes
- If there is any wax residue remaining in the mold, it gives off a large volume of gas as the molten alloy enters the mold cavity.
- This gas can cause deficiencies in the casting and blow holes in the residue button.
- To help eliminate wax completely from the mold, the burnout should be done with the sprue hole facing downwards for the wax to run down.
Incomplete Casting
An incomplete casting may result when
- Insufficient alloy was used.
- Alloy is not sufficiently molten or fluid.
- Alloy is not able to enter thinner areas of mold.
- Mold is not heated to the proper temperature.
- Premature solidification of alloy.
- Sprue blocked with foreign bodies.
- Back pressure due to gases in the mold cavity.
- Low casting pressure.

Too bright and shiny casting with short and rounded margins
- When the wax is not completely eliminated, it combines with oxygen or air in the mold cavity forming carbon monoxide which is a reducing agent.
- The gas prevents the oxidation of the surface of the casting gold with the result that the casting which comes out from the investment is bright and shiny.
- The formation of gas in the mold is so rapid that it also has a back pressure effect.
Small casting
- If compensation for shrinkage of the alloy is not done by adequate expansion of the mold cavity, then a small casting will result.
- Another reason is the shrinkage of the impression material.
Contamination casting can be contaminated due to
- Oxidation, caused by
- Overheating the alloy
- Use of oxidizing zone of flame
- Failure to use flax
- Sulfur compounds are formed by the breakdown of the investment when the ring is overheated (see black casting below).
- Avoid by
- Not overheating alloy
- Use the reducing zone of the flame
- Use flux
Black casting
- Can be due to two reasons.
- Overheating the investment above 700 °C causes it to decompose liberating sulfur or sulfur compounds. They readily combine with the metals in gold alloy forming a sulfide film. This gives a dark casting that cannot be cleaned by pickling.
- A black casting can be also due to incomplete elimination of the wax pattern, as a result of heating the mold at too low a temperature. A carbonized wax remains which sticks to the surface of the casting. It can be removed by heating over a flame.
Other Methods Of Fabricating Restorations And Prostheses
- Capillary casting (foil adaptation and sintering)
- Electroforming
- Machining (subtractive fabrication)
- CAD/CAM
- Copy milling
- Electrical discharge machining
- Three-dimensional printing (additive fabrication).
Capillary Casting Technique
- Adapting and sintering gold alloy foils (Renaissance and Captek) is a novel way of making a metal frame without having to cast it.
- The system was developed by Shoher and Whiteman and introduced to the dental community in 1993.
- Captek is an acronym for ‘capillary casting technique’.
Mode Of Supply
- They are supplied as thin metal-impregnated wax-like elastic strips in two forms called Captek P and Captek G. Captek P is platinum-colored strips.
- Captek G contains 97.5% Gold and 2.5% Silver. Captek P contains platinum, palladium, and gold powder.

“Differential applications of anterior vs posterior castings: Questions answered”
- (A) Captek P and G.
- (B) Adapting captek P.
- (C) Adapting captek G
- (D) Completed coping.
- (E) Completed crowns.
Capillary Casting
- Captek P (Platinum/Palladium/Gold) has a porous structure and serves as the internal reinforcing skeleton.
- On heating in a furnace, the Captek P acts like a metal sponge and draws in (capillary action) the hot liquid gold completely into it.
- Captek G provides the characteristic gold color of this system. The first coping can be described as a composite structure.

- (A) Cross-section through a Captek crown showing the composite structure.
- (B) Closeup of the composite structure of Captek coping
Overall Composition After Capillary Casting
Captek—88.2% Gold, 4% platinum, 5% palladium, 2.8% silver
Coping Thickness
- Anterior — 0.25 mm
- Posterior — 0.35 mm.
Coping Microstructure
After sintering each coping is structured of three layers.
- The inner and outer layers are 25 µm thick with a bright gold color.
- The intermediate layer is a gold-platinum composite structure.
Technique
- A refractory die is made after duplicating the original die.
- An adhesive is painted onto the die.
- Strips of Captek P are cut and adapted to the die by hand instruments and light pressure. Care should be taken while adapting as the material tears and breaks easily.
- The Captek P layer is fused in a furnace at 1075°C. This eliminates the adhesive and binders and fuses the platinum and palladium to form a porous interconnected structure.
- Next, the Captek G layer is adapted and again heated in the furnace to induce melting and infusion.
- The composite coping is divested and trimmed.
- Capfi and Capcon are used to form the connector when making Captek bridges.
- A thin layer of gold slurry called Capbond – (composition similar to Captek G) is coated onto the coping. Capbond is a ceramometal bonder. It improves bonding to ceramic and also replenishes areas of the coping that have been trimmed away.
- Opaquer and the various layers of porcelain are then condensed and fired to form the final crown.
Technique Advantages
- The thinner foil alloy coping allows a greater thickness of ceramic, thereby, improving the esthetics.
- The gold color of the alloy improves the aesthetics of the restoration.
- Less reduction of tooth structure.
- The nonesthetic high-intensity high-value opaquer layer seen with conventional metal ceramics is eliminated.
CAD Or CAM Milling
Dental copings, crowns, and FDP frameworks also can be machined from metal blanks via computer-aided designing and computer-aided machining (CAD/CAM).
The process is similar to that described for ceramics.


“Steps to explain materials used in dental casting and metal fabrication: Noble metals vs base metals vs titanium alloys: Q&A guide”
Advantages of CAD/CAM
- Improved fi.
- Possibility of one-visit restorations especially in case of smaller restorations like inlays and crowns.
- Complex castings like full arch FDPs, overdenture frames, partial dentures frames, etc. can be fabricated with greater ease and accuracy as compared to lost wax-based castings. Reassembling the casting and soldering processes can be eliminated for these castings.
- Structures are homogenous with minimum porosity and defects.
An image (scan) is taken of the prepared tooth and the surrounding teeth. This image, called a digital impression, draws the data into a computer. Proprietary software then creates a virtual restoration or structure.
The data is sent to a milling machine where the part is milled out of a solid block of metal. Multiple units can be milled out of a single block. Metal blanks of different compositions, shapes, and sizes are available.
Milling machines currently available are capable of multiaxis milling and multiple tool changes.
Copy Milling
Copy milling of metal structures is similar to that described for ceramics.
It is based on the principle of scanning or tracing of a resin or wax pattern of the restoration milling a replica out of the metal blank. (Refer chapter on dental ceramics for additional information).
Electroforming
Electroforming is another method of forming a metal coping for metal-ceramic systems.
Some examples of electroforming systems are Preciano (Heraeus Kulzer) and Microvision (Weiland).
- A die spacer is applied on to the die of the prepared tooth/teeth. The dies are duplicated with gypsum products having a slight expansion of 0.1 to 0.2 %.
- The duplicated die is coated with a conducting silver lacquer metalizing powder and then connected to the electrodes and immersed into the electroplating bath.
- The bath is a nontoxic cyanide-free gold-sulfide solution. Electroforming time varies according to the thickness desired and the current.
- 0.2 mm layer thickness—240 min.
- 0.3 mm layer thickness—329 min.
- The coping formed is separated and used to fabricate a metal-ceramic restoration.
- Electroforming is also used to replenish the worn-out telescopic prostheses that have lost their friction fi.

- (A) Electroforming device.
- (B) Gold electroplate.
- (C) Silver conductor.
- (D) Electroformed coping.
Electrical Discharge Machining
The electrical discharge machining (EDM) unit was invented by the Russian Lazerenko brothers in 1943.
Electrical discharge machining (EDM), sometimes colloquially also referred to as spark machining, spark eroding, burning, die sinking, wire burning or wire erosion, is a subtractive manufacturing process whereby a desired shape is obtained using electrical discharges (sparks).
- One of the electrodes is called the tool-electrode or tool, while the other is called the workpiece-electrode, or workpiece. Material is removed from the workpiece by a series of rapidly recurring current discharges between two electrodes, separated by a dielectric liquid and subject to an electric voltage.
- EDM is useful for difficult-to-machine alloys such as tungsten and titanium.
- The advent of computer-aided EDM in the early seventies, helped it gain significance in manufacturing processes.
- In 1982, it was introduced into dentistry by Rubeling to fabricate precision attachments. Since 1990 it has been used widely in implant prostheses.

“Role of noble metals in enhancing biocompatibility: Questions answered”
Electrical Discharge Machining Applications
- EDM is used in dentistry for the precise and accurate fabrication of precision attachment removable partial dentures, fixed-removable implant prostheses, and titanium-ceramic crowns.
- By improving the fit, a passive seating of the restoration on the implant is obtained thereby minimizing stresses to the bone.
Electrical Discharge Machining Technique
- The tool electrode is connected to the implant abutments.
- The workpiece electrode is connected to the restoration framework.
- Both electrode and workpiece are maintained in a liquid medium (called dielectric fluid).
- A space is maintained between the electrode and workpiece throughout the machining process which is known as the cutting gap.

- The electrode moves towards and away from the workpiece assisted by a hydraulic ram connected to it during the process.
- The dielectric fluid functions as a conductor and coolant during the procedure. This whole unit has a power source that maintains a direct current.
- The power level selection is dictated by the alloy properties used, the size of the object, and the amount of erosion required.
- When the cutting gap is sufficiently small, the fluid ionizes allowing electric discharges to occur.
- These electric discharges occur at regular intervals and such cycles take place about 250,000 times a second.
- The sparks gradually erode the inner surface of the restoration in a precise controlled manner thereby achieving a passive and improved fi.
Electrical Discharge Machining Advantages
- Passive fi of restorations is achieved.
- Complex structures can be shaped regardless of metal hardness.
- The extremely thin workpiece can be machined without distortion as it does not involve mechanical forces.
- There is decreased stress on the workpiece due to the cooling action of the dielectric fluid.
- The smooth finish of the final restoration is ensured.
- There is decreased oxidation of metals during the procedure (especially useful in titanium-to-porcelain bonding).
- It is rapid, efficient, and accurate (within 0.0254 mm).
- Frameworks with porcelain can be spark eroded without any stress on the porcelain due to the cooling action of the dielectric fluid.
Electrical Discharge Machining Disadvantages
- Eroding tends to affect the corrosion resistance of titanium.
- Skilled personnel and specialized lab equipment is mandatory.
- The high cost of the technique limits its usage.
Additive Manufacturing
Additive manufacturing (AM) or three-dimensional printing is finding increasing use in dentistry.
It is an additive manufacturing process in contrast to milling which is a subtractive process.
- Metal powder is sequentially layered onto a gradually descending platform and fused using a laser in a CAM machine.
- This deposition and sintering process continues until the desired object is created.


“How does titanium improve strength and corrosion resistance? FAQ explained”
Types Of Metal In Additive Manufacturing Technologies
- Powder bed technologies
- Laser beam melting
- Selective laser melting
- Laser melting
- Direct metal laser sintering (DMLS)
- Electron beam melting (EBM)
- Material jetting process
- Laser beam melting
- Powder deposition technologies
- Laser-engineered net shaping (LENS)
- Direct metal deposition (DMD)
- Laser cladding
Additive Manufacturing Applications
Three-dimensional printing is used in the fabrication of metal structures in dentistry both directly and indirectly.
- Indirect – machine prints patterns which are then cast to form metal structures.
- Direct fabrication of metallic fixed and removable partial denture frames by laser sintering or melting.

“Early warning signs of poor material selection: Common questions”
Metals Available For 3d Printing
All the metals generally available for fixed and removable dental prostheses are available in powder form for 3D printing. This includes cobalt-chromium, titanium, and gold alloys.

Leave a Reply